��(f��)�ϲ����b��,����(f��)�ϲ�����Ʒ,�����I(y��)�Ԅ�(d��ng)���O(sh��)�������������c�� Ʒ����
ȫ��(gu��)����(w��)�ᾀ:0531-83262167
ȫ��(gu��)����(w��)�ᾀ:0531-83262167

�Ƅ�(d��ng)�Ԓ��13705419876
�� �棺0531-83262123
(li��n)ϵ�ˣ��(j��ng)��
�� ַ�� ɽ�|ʡ��(j��)���������^(q��)��(j��)�|�����³�15̖(h��o)
���D��ˇ����(sh��)--�ٶȵĴ_����������
���D�ٶȵĴ_��
���Dģ�����L(zh��ng)��һ���0.6~1.2m,���ɘ�֬�wϵ�Ĺ̻��ş������_��ģ�ߜض�,��ԓ�ض�߀��ֿ��]ʹ�a(ch��n)Ʒ��ģ���в��z������Ҳ��Ó�x�c(di��n)���в����M����ǰ,��������D�ٶ��^�죬��Ʒ�̻��������߲��ܹ̻�,��ֱ��Ӱ푮a(ch��n)Ʒ�|(zh��)��,���a(ch��n)Ʒ��ӕ�(hu��)�г����֬�ӣ�������D�^��,���Ͳ���ģ����ͣ���r(sh��)�g�L(zh��ng),����Ʒ�̻��^��,�����ҽ������a(ch��n)Ч��,��
һ��Č�(sh��)�(y��n)���D�ٶ���300mm/min���ҡ����D��ˇ�_ʼ�r(sh��),���ٶȑ�(y��ng)����,��Ȼ����u��ߵ��������D�ٶȡ�һ�����D�ٶȞ�300~500mm/mi,���F(xi��n)�����D�ٶȵİl(f��)չ����֮һ���Ǹ��ٻ�,��Ŀǰ������D�ٶȿ��_(d��)15m/min��
������
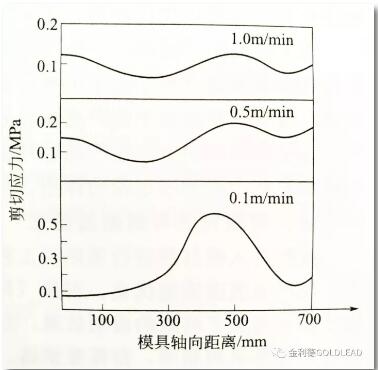
�������DZ��C��Ʒ�����ģ���P(gu��n)�I,���������Ĵ�С�ɮa(ch��n)Ʒ�cģ��֮�g�����ϼ��Б�(y��ng)�����_��,��ͨ�^�y(c��)�����n��֬������(qi��ng)�w�S���������^ģ�ߵ�һ�ζ̾��x�Ġ������Ϳɜy(c��)�����������ϵļ��Б�(y��ng)�������L������������,��
���D��ˇ����(sh��)--�ٶȵĴ_����������
���D�ٶȵĴ_��

���Dģ�����L(zh��ng)��һ���0.6~1.2m,���ɘ�֬�wϵ�Ĺ̻��ş������_��ģ�ߜضȣ�ԓ�ض�߀��ֿ��]ʹ�a(ch��n)Ʒ��ģ���в��z����,��Ҳ��Ó�x�c(di��n)���в����M����ǰ,��������D�ٶ��^�죬��Ʒ�̻��������߲��ܹ̻�,��ֱ��Ӱ푮a(ch��n)Ʒ�|(zh��)��,���a(ch��n)Ʒ��ӕ�(hu��)�г����֬�ӣ�������D�^��,���Ͳ���ģ����ͣ���r(sh��)�g�L(zh��ng),����Ʒ�̻��^�ȣ����ҽ������a(ch��n)Ч��,��
һ��Č�(sh��)�(y��n)���D�ٶ���300mm/min����,�����D��ˇ�_ʼ�r(sh��)���ٶȑ�(y��ng)����,��Ȼ����u��ߵ��������D�ٶ�,��һ�����D�ٶȞ�300~500mm/mi���F(xi��n)�����D�ٶȵİl(f��)չ����֮һ���Ǹ��ٻ�,��Ŀǰ������D�ٶȿ��_(d��)15m/min,��
������
�������DZ��C��Ʒ�����ģ���P(gu��n)�I,���������Ĵ�С�ɮa(ch��n)Ʒ�cģ��֮�g�����ϼ��Б�(y��ng)�����_����ͨ�^�y(c��)�����n��֬������(qi��ng)�w�S���������^ģ�ߵ�һ�ζ̾��x�Ġ������Ϳɜy(c��)�����������ϵļ��Б�(y��ng)��,�����L������������,��
�Ԓ��0531-83262167
�W(w��ng)ַ��goldlead.cn
��ַ��ɽ�|ʡ��(j��)���������^(q��)��(j��)�|�����³�15̖(h��o)

Copyright © All Rights Reserved. �����C(j��)е ���(qu��n)���� ��ICP��11031456̖(h��o)-1